




Phương pháp phay là gì?
Phay là phương pháp gia công tách phoi với lưỡi cắt có dạng hình học nhất định, trong đó dụng cụ cắt thực hiện chuyển động chính quay tròn và chuyển động tiến cũng như chuyển động đạt độ sâu cắt thông thường do chi tiết gia công thực hiện.
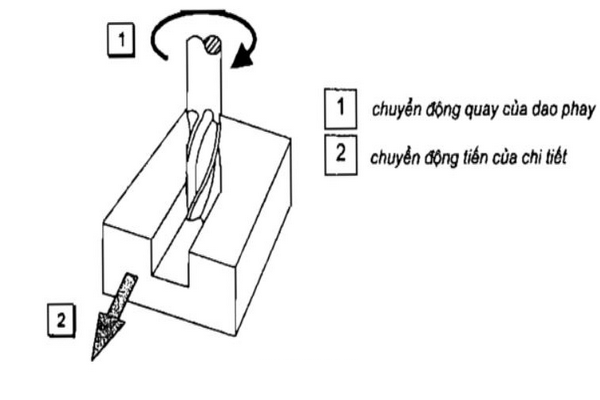
Với đặc trưng thể hiện trên 2 chuyển động tạo hình gồm:
- Chuyển động cắt (chính): là chuyển động dao phay quay tròn quanh trục của nó.
- Chuyển động chạy dao: là chuyển động tịnh tiến theo 3 phương X, Y, Z. Chuyển động tịnh tiến có thể độc lập từng phương hoặc kết hợp với nhau.
Gia công phay CNC là quá trình phay được thực hiện trên các máy phay CNC. Với công nghệ tự động hóa thì các máy gia công phay CNC đáp ứng các yêu cầu gia công cao và đa dạng hơn nhiều những máy phay cơ truyền thống, cho phép tạo hình linh hoạt nhiều chi tiết phức tạp với độ chính xác rất cao.
Những phương pháp phay gia công
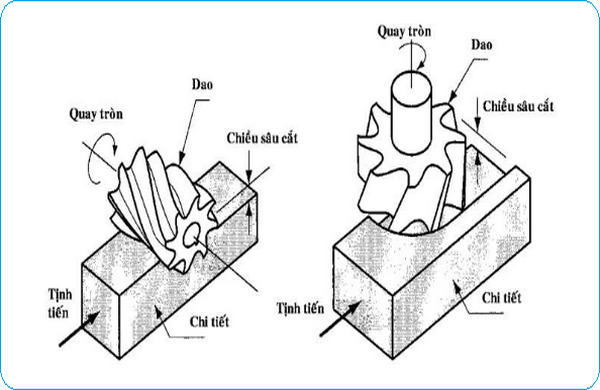
Người ta phân chia phương pháp phay theo vị trí của trục phay đối với chi tiết gia công, nghĩa là phay mặt đầu và phay mặt trụ.
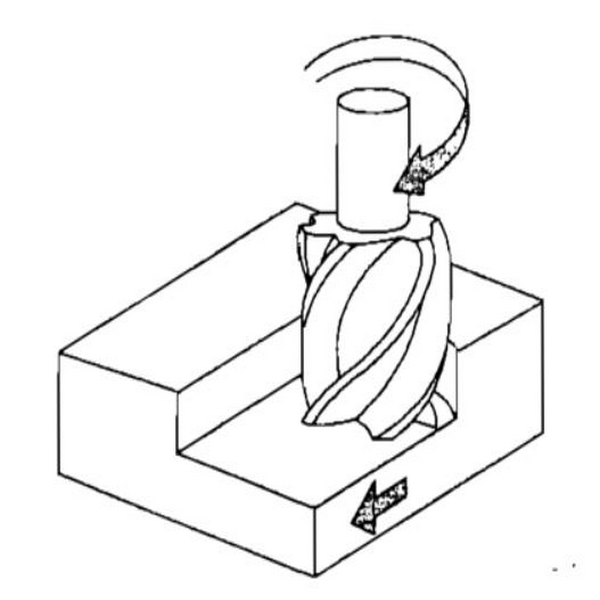
Đối với phay mặt đầu, trục dao phay thẳng góc với bề mặt gia công. Bề mặt chi tiết được tạo ra bởi các lưỡi cắt chính. Các lưỡi cắt phụ làm cho bề mặt chi tiết bóng thêm.
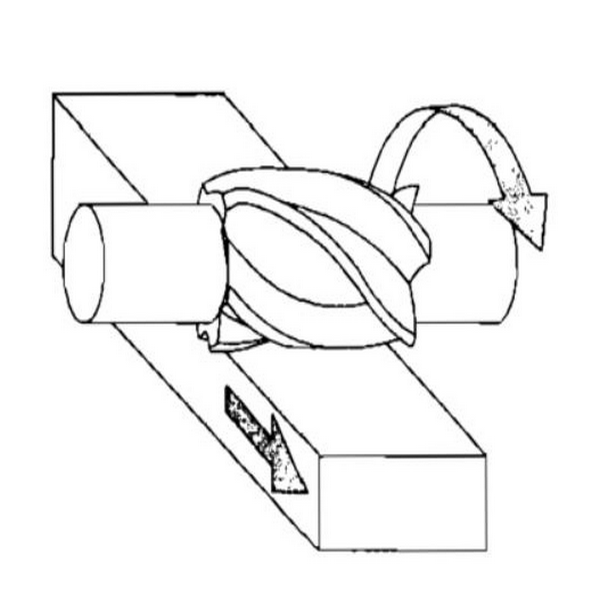
Đối với phay mặt trụ, trục dao phay được đặt song song với bề mặt gia công. Dao phay gia công bề mặt chi tiết bằng các lưỡi cắt chính (lưỡi cắt thuộc mặt trụ). Ngoài ra phương pháp này còn được phân biệt giữa phay thuận và phay nghịch.
Đối với phay nghịch chiều quay của dao phay ngược với chiều tiến của chi tiết gia công.
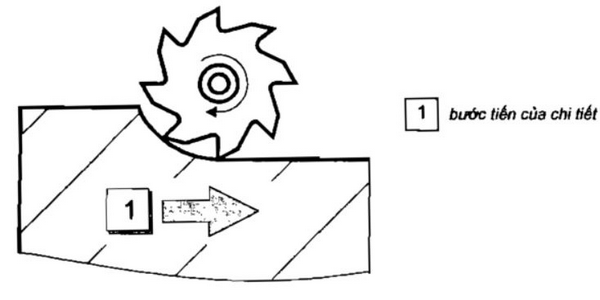
Lưỡi cắt của dao phay bắt đầu với chiều dày phoi bằng 0. Trước khi cắt phoi, lưỡi dao phay trượt cho tới khi đạt được độ dày tối thiểu để tạo phoi. Ma sát sinh ra khi trượt làm cho mặt sau của lưỡi cắt bị mài mòn lớn và làm chai cứng bề mặt chi tiết gia công. Nó làm cho tuổi thọ của dao ngắn lại so với phay thuận.
Phay nghịch phù hợp với gia công chi tiết có bề mặt cứng (như gang), vì bề mặt cứng được cắt từ phía trong ra.
Đối với phay thuận chiều quay của dao phay cùng chiều tiến của chi tiết.
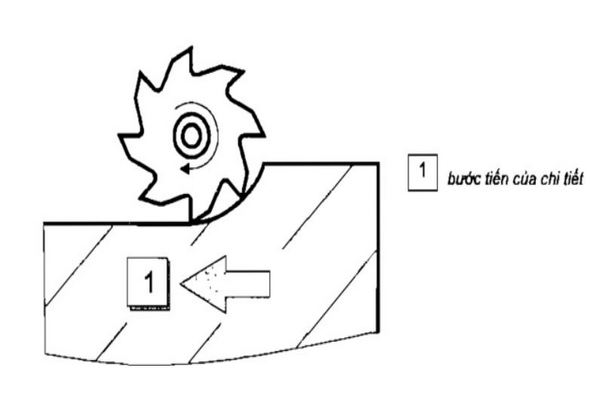
Răng của dao phay ấn vào chi tiết ngay ở độ dày phoi lớn nhất. Do các lưỡi dao phay bị va đập nên truyền động tiến cần phải không có khe hở. Bao giờ cũng có nhiều răng dao cùng gia công.
Bề mặt được phay thuận thường phẳng và bóng hơn. Ngược lại với phay nghịch, cùng tuổi thọ của lưỡi cắt, ờ phay thuận tốc độ cắt và bước tiến có thể đạt cao hơn.
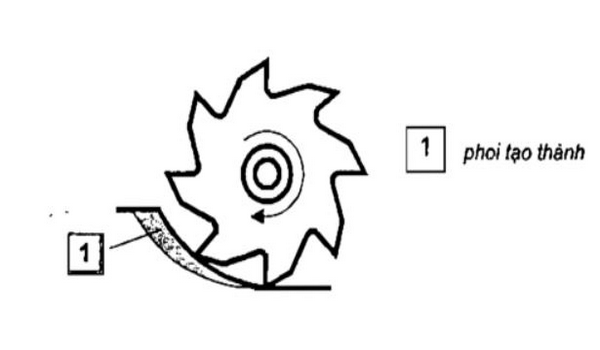
Trong tất cả các phương pháp phay, lưỡi dao luôn luôn cắt gián đoạn, Do hành trình cắt, các phoi tạo thành có hình dấu phẩy với độ dày thay đổi.
Hy vọng bài viết sẽ giúp ích cho bạn trong quá trình tìm hiểu dao phay. Tham khảo bài viết để có thêm những kiến thức bổ ích nhé. Nếu bạn đang có nhu cầu mua sản phẩm thì đừng ngần ngại mà hãy liên hệ ngay chúng tôi. Truy cập ngay Sieuchocokhi.vn để rinh về những sản phẩm chất lượng tốt nhất.
Cảm ơn đã theo dõi hết bài viết!!!


